鈑金加工工藝不斷地精益求精,尤其是在一些精密不鏽鋼折彎、不鏽鋼裝飾件折彎、鋁合金(jīn)折彎、飛機零件折彎、銅板折彎(wān)等應用上,進一步對成形工件的表麵質量提出(chū)了(le)更高的要求。
傳統的折彎工藝較(jiào)易對工(gōng)件的表麵造成損傷,與模具接觸的表麵會形成一條明顯壓痕或刮痕,從而影響(xiǎng)***終產品的美觀度,降低了用戶對產(chǎn)品(pǐn)的價值判斷。
一、折彎壓痕出現(xiàn)的原因
本文以折彎一個V形零(líng)件(jiàn)為例進(jìn)行(háng)論述。鈑金折彎是金(jīn)屬板料在折彎機凸模(mó)或凹模的壓力下,首先經過彈性變形,然後(hòu)進入塑性變形的成形過程。在塑性(xìng)彎曲的開始階(jiē)段,板料是自由彎曲的。隨著凸模或凹模對板料的施壓,板料與凹模V形槽內表麵逐漸靠緊,同時曲率半徑和彎曲力臂也逐漸變小,繼續加壓直到行程終止,使凹模(mó)與板材三點(diǎn)靠緊全接觸(chù),此時完成(chéng)一(yī)個V形彎(wān)曲。
折彎時,由於金屬板料會(huì)受到折彎(wān)模具的擠壓(yā)而產生彈性變(biàn)形(xíng),板料與(yǔ)凹模的接觸(chù)點便會隨著折(shé)彎工序的進行而滑移。折彎工序中板料會經曆彈性變(biàn)形(xíng)和塑性變形兩個明顯的階段,在折(shé)彎工序中(zhōng)又會有保壓的過程(模具與板料三點接觸),所(suǒ)以在折彎工序完成後,會形成三條壓痕線。
這些壓(yā)痕(hén)線(xiàn)一般(bān)是板料與凹(āo)模V槽肩部擠壓摩擦產生的,故叫做肩部壓痕,如圖1、圖2所示,形成肩部壓痕的主要原(yuán)因可以簡單歸(guī)類為以下幾種。
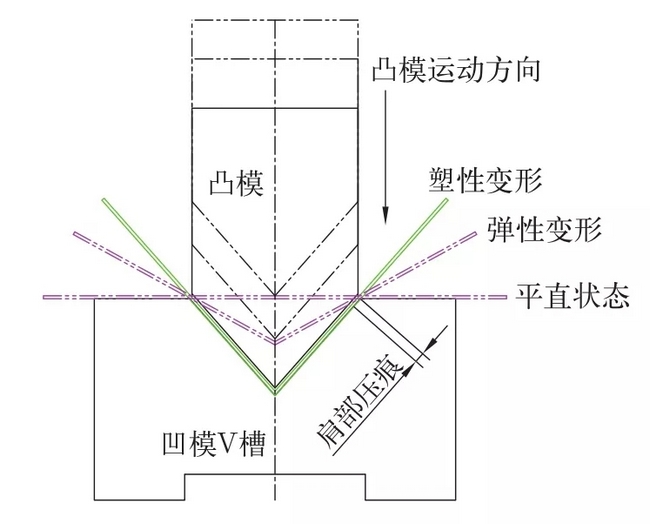
圖1 折彎過(guò)程示意圖(tú)
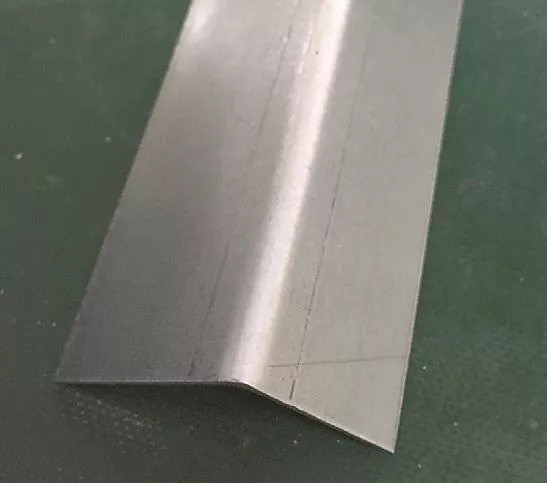
圖2 折彎壓痕
1. 折彎方(fāng)式
既然前麵說肩部壓(yā)痕的產生跟板料與凹模V槽肩部接觸有關,那麽在折彎過程中,凸模與凹模之間的間隙不同影響板材受到的壓應力,產生壓痕的幾率和程度也會不一樣,如圖3所示。
相同V槽的條件下(xià),折彎工(gōng)件的折彎(wān)角度越大,金屬板料(liào)被拉伸形變量也越大,金屬板料在V形槽肩部摩(mó)擦(cā)距離也越長;再者,折彎角度越大,凸模對(duì)板料施加壓力的保持時間也會越長(zhǎng),綜合這兩個因素造成的壓痕也(yě)就(jiù)越明顯(xiǎn)。
2. 凹模V槽的結構
對不同厚度的金屬(shǔ)板料進行(háng)折彎時,選擇的V槽寬度也(yě)不一樣(yàng)。相同凸模的條件下,凹模V槽的尺寸越大,壓痕(hén)寬度的尺寸也越大,相應的,金屬板料與凹模V槽肩部產生摩擦力也越小,壓痕深(shēn)度也自然而(ér)然減小了,相反的,板厚(hòu)越薄,V槽越窄,壓痕也越明顯。
既然說到摩擦,我們考慮的另一個與摩擦相關的(de)因素便是摩擦係數。凹模V槽肩部的(de)R角大小不一樣,在板料折彎成形的(de)過程中對板材造成的(de)摩擦也不一樣。另一方麵,從凹模V槽對板料施加壓力的角度考慮也一樣,凹模V槽的R角越大,板料與凹模V槽肩部的壓力越小,壓痕便越輕微,反之亦(yì)然。
3. 凹模V槽潤滑程度(dù)
前麵說到凹模V槽表麵會與板(bǎn)料互相接觸而產生(shēng)摩擦。當模具出現磨損,V槽和板料接觸部分便會越來越粗糙,摩擦係數也越來越大(dà)。當板料在V槽表麵滑(huá)移時(shí),V槽(cáo)與板料接觸(chù)實際上是無(wú)數(shù)粗糙的凸點與麵(miàn)的點接觸,這樣作用在板(bǎn)料表麵的壓力也會相應增大(dà),壓痕也就越明顯。
另一方麵,工件折彎前沒(méi)有對凹模V槽進行擦拭(shì)清潔,往往會因為V槽上殘留的碎屑對板料擠壓而產(chǎn)生明顯的壓(yā)痕,這種情況通常在設備折彎鍍鋅板、碳鋼板等工件時(shí)出現。
二、無痕折彎技術應用
既然(rán)知道折彎壓痕出現的主要原(yuán)因是板料與凹模V槽肩部產生(shēng)摩擦,那麽便可以從原因導向的思維出發,通過(guò)工藝技術去減少板料(liào)與凹模V槽(cáo)肩部(bù)產生的摩擦力。
根據摩擦力(lì)公式f=μ·N可知,影響(xiǎng)摩擦力的(de)因素有摩(mó)擦係數μ和壓力N,而且都與摩擦力成正比關係,相應的,可以製定以(yǐ)下幾種工藝方案(àn)。
1. 凹模V槽(cáo)肩部使用非金屬材料
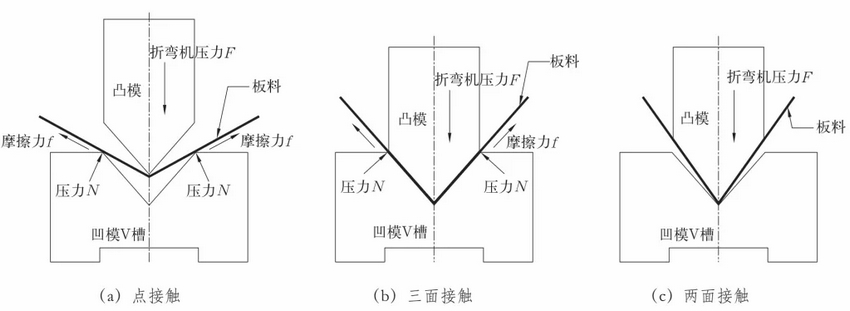
圖3 折彎類型
僅僅通過(guò)增大模具V槽肩部R角的傳統做(zuò)法改善折(shé)彎壓痕效果並不大。從降低摩擦副中壓力的角度出發,可以考慮在保證原有需要的擠壓效果的前提下,將V槽肩部改成比板料更軟的非金屬材料,如尼龍、優力膠(PU彈性體)等材料。考慮到這些材(cái)料容易損耗,需定期更換(huàn),目前應用這些材料的V槽結構有以下幾種,如圖4所示。
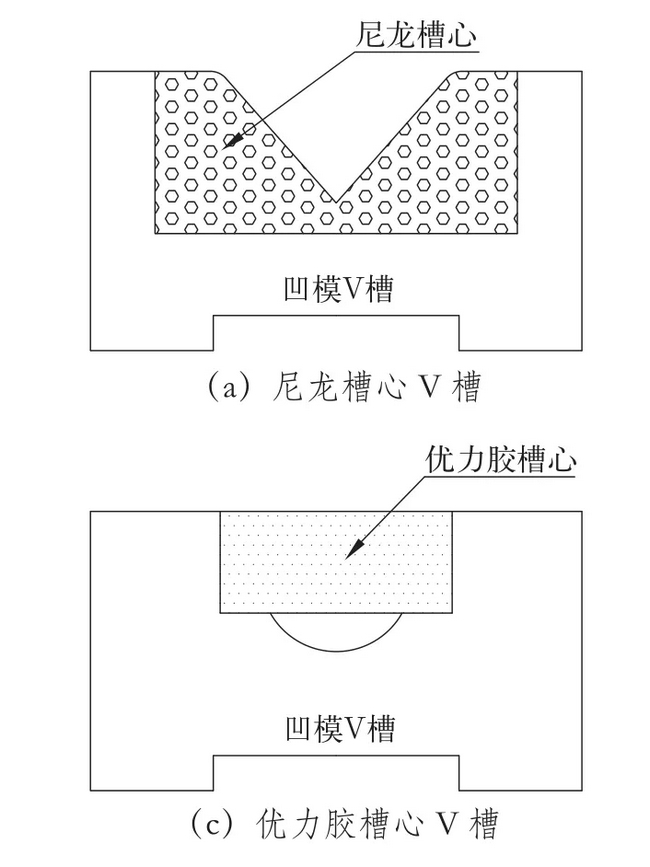
圖4 非金屬槽心V槽結構示意圖
2. 凹模V槽肩部改滾(gǔn)珠、滾筒結構
同樣基於(yú)減少板(bǎn)料與凹(āo)模(mó)V槽之間摩擦(cā)係(xì)數(shù)的原則,可以將板料與凹模V槽肩部的滑動摩擦轉變成滾動摩擦,從而大大減少板料受到的摩擦力,有效避免出現折彎壓痕。目前模具行業中已經廣泛應用此種工藝,滾珠無痕折彎模具(圖5)是比較典(diǎn)型的應用(yòng)實例。
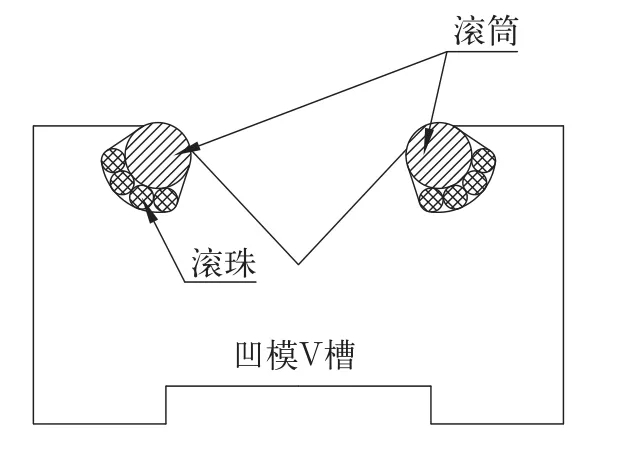
圖5 滾珠無(wú)痕折彎模具
滾珠無痕折彎(wān)模具滾筒與V槽之間為了避免剛性摩(mó)擦,同時也是為了讓滾筒更容易轉(zhuǎn)動和潤滑而添加了滾珠,從而同時達到減少壓(yā)力(lì)和(hé)降低摩擦係數的效果,所以滾珠無痕折彎模具(jù)加工出來(lái)的零件(jiàn)基本可以實現無可見壓痕,但對鋁銅等軟性板材無痕折彎效果不佳。
從經濟性角度考慮,由於滾珠無痕折彎模具結構較前麵所(suǒ)述的幾種模具結構都複雜,加工(gōng)成(chéng)本高,維護難度大,這也是作為企業管理人員在選用時需要考慮(lǜ)的因(yīn)素。
3. 凹模V槽(cáo)肩部改翻轉結構
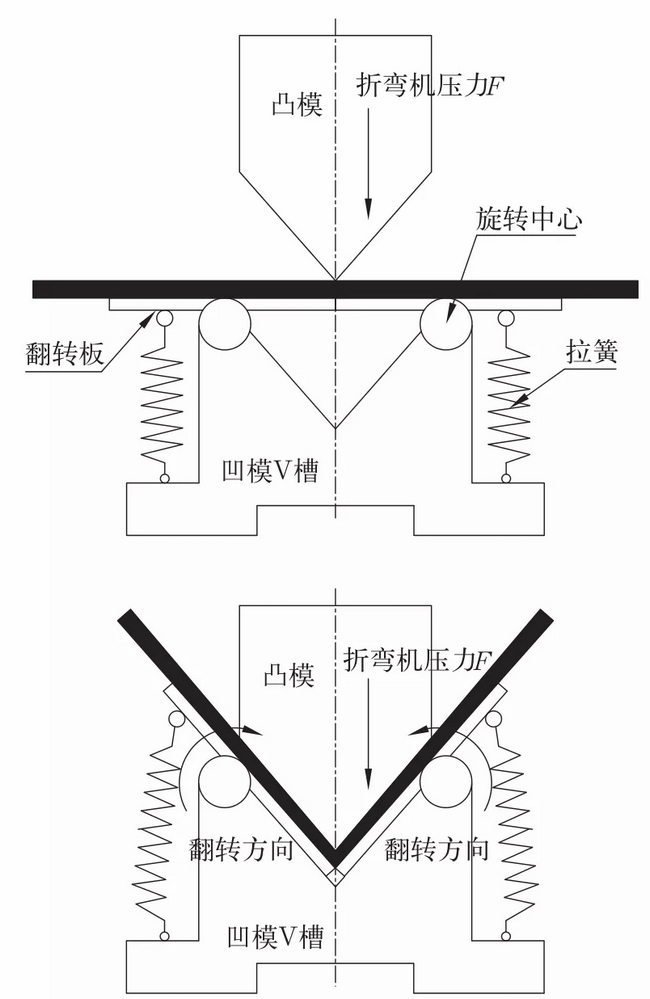
圖6 翻轉型V槽結構示意圖
目前行業中還有一種(zhǒng)模具是利用支點轉動原理通過凹模肩部翻轉(zhuǎn)來(lái)實現零件折彎的。這種模具一改傳(chuán)統定型凹模V槽結構(gòu),將V槽兩側傾斜麵設置成可(kě)翻轉機構,在凸模下壓板料的過程中,借助凸(tū)模的壓力將凹(āo)模兩側的翻轉機構由凸模頂點向內翻轉,從而使板料折彎成形,如圖6所示。
這種工(gōng)況下的板料與凹模並沒有(yǒu)產生明顯的局部滑動(dòng)摩擦,而是(shì)緊貼(tiē)著翻轉平麵(miàn)向凸(tū)模的頂(dǐng)點靠攏(lǒng),避免(miǎn)零件出現(xiàn)壓痕。這(zhè)種模具的結構較前麵幾種結構更為複雜,帶有拉簧、翻轉板(bǎn)結構,維護成本和加工成(chéng)本更大。
前麵介紹了幾種實現無痕折彎的工藝方法,下麵對這(zhè)幾種工藝方法進(jìn)行對比,如表1所示。
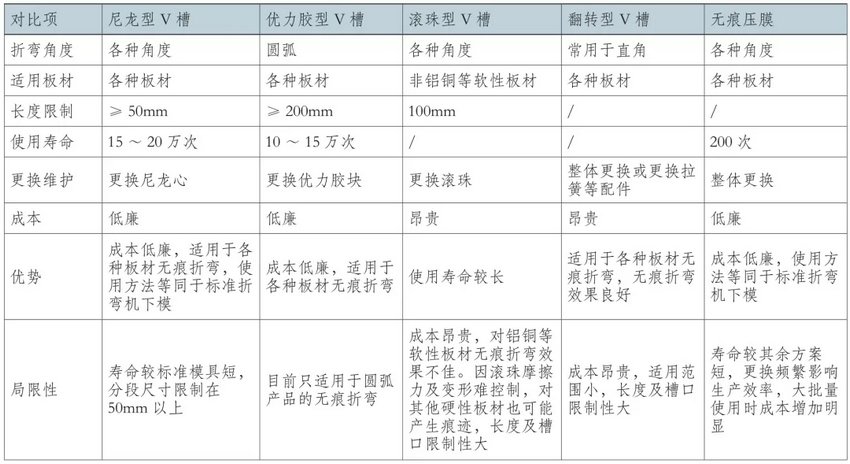
表1 無痕折彎工藝對比
4. 凹模V槽與板料隔(gé)離(推薦使用該方法)
前麵提到的都是通過變換折彎模具的方式實現無痕折彎,對企業管理者來說,為實現個別零件無痕折彎而開發采(cǎi)購一套新模具的做法不可(kě)取。從摩擦接觸的角度(dù)出發,隻要將模具和板料隔離開來,摩擦便不存在(zài)。
於是,在不變換折彎模具的前提下,可(kě)通過使用軟質薄膜的方式(shì)使凹模V槽與板料之間不產生(shēng)接觸的方(fāng)式來實現無痕折彎。這種軟(ruǎn)質薄膜也叫(jiào)折彎無痕壓(yā)膜,材質一般有(yǒu)橡膠、PVC(聚氯乙烯)、PE(聚(jù)乙烯)、PU(聚氨酯(zhǐ))等。
橡膠和PVC的優(yōu)點是原材料成本較低(dī),缺點是不耐壓、保護性能差(chà)、壽命短;PE、PU作為(wéi)性(xìng)能(néng)優(yōu)良的工程材料,以其(qí)為基材生產的無痕折彎壓膜具有良好(hǎo)的抗撕裂性能,所以壽命較高、保護性較(jiào)好。
折彎保護膜主要是在工件和凹模肩部之間起到緩衝作(zuò)用,抵消模具與(yǔ)板料之間(jiān)的壓力,從(cóng)而防止工件在折彎時產生壓(yā)痕,使用時隻要把折彎膜放在凹模上即可,具(jù)有成本低,使用方(fāng)便的優點。
目前市麵上的折彎無痕壓膜一般厚度為0.5mm,尺寸可根據需要而定製。折彎無痕壓膜一般可(kě)在2t壓力的工況下達到約200次折彎的使用壽命,並具有耐磨性強、抗撕裂性強、彎曲性(xìng)能優異、抗張強度及斷裂伸長率高、耐潤滑油(yóu)及脂肪族碳氫溶劑等特性。
結束語:
鈑金(jīn)加工(gōng)行業市場競爭十分激烈,企業想要(yào)在市場占(zhàn)據(jù)一(yī)席之地(dì),就需要對加工工藝技術不斷精益求(qiú)精。不僅要實現產品的功能性,更要考(kǎo)慮產(chǎn)品的工藝性和美觀性,同時也要考慮(lǜ)加工經濟性,通過應用更高效、經濟的工藝使產品更易加工、更經(jīng)濟、更美觀。(選自《鈑金與製作》2018年第7期,作者:陳(chén)衝南)
【擴(kuò)展(zhǎn)閱讀】
【相關產(chǎn)品】
香蕉视频不鏽鋼,不(bú)鏽(xiù)鋼倉儲、加工、配送
固話:0510-6689 2161
手機:188 6160 5033
客服QQ:谘詢請點擊
關鍵詞:鈑金加工,折彎,無痕折彎
上一篇:三種常(cháng)見的激光切割機 下一篇:光纖激光切割機、CO2激(jī)光切割機區別及各自優(yōu)勢(shì)